Le cylindre et la vis constituent le système d'extrusion, tous deux fonctionnant à haute température, à haute pression, sous une forte charge de frottement et dans certaines conditions de corrosion. Dans le même temps, le cylindre a également pour fonction de transférer la chaleur au matériau ou d'évacuer la chaleur du matériau.
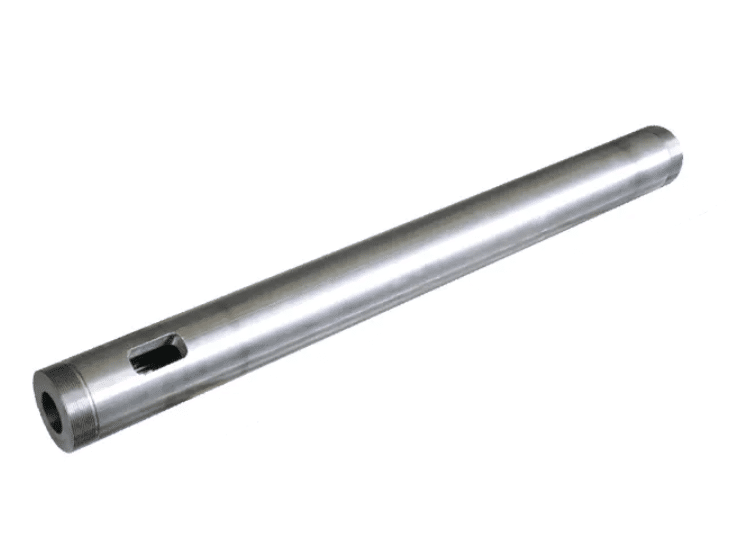
Structure du tonneau :
La structure du baril peut être soit intégrale, soit assemblée :
- Baril intégral : Le canon intégral est usiné à partir d'une seule billette. Cette structure se caractérise par sa capacité à assurer une grande précision de fabrication et d'assemblage, à faciliter un chauffage uniforme et à simplifier le montage et le démontage du système de chauffage et de refroidissement.
- Baril assemblé : Le tonneau assemblé est généralement composé de plusieurs segments de tonneau. Par rapport au tonneau intégral, il est plus facile à traiter et peut être personnalisé en fonction des différentes exigences d'utilisation et des types de produits. Toutefois, cette structure exige une plus grande précision d'usinage. Les tonneaux assemblés utilisent souvent des brides et des boulons pour relier les segments, ce qui perturbe l'uniformité du chauffage, augmente les pertes de chaleur et complique l'installation et la maintenance du système de chauffage et de refroidissement.
Tonneau Matériaux :
Les matériaux utilisés pour le canon sont généralement des aciers alliés tels que le 30Cr et le 38CrMoAl. L'acier au carbone ou l'acier moulé peuvent également être utilisés comme matériau de base, avec un revêtement en acier allié incorporé à l'intérieur pour améliorer la résistance à l'usure.
Formes de la section d'alimentation du canon :
Les extrudeuses courantes adoptent généralement les deux méthodes suivantes pour améliorer la capacité de transport des solides :
- Rainures longitudinales : Usinage de rainures longitudinales sur la paroi intérieure de la section d'alimentation du canon.
- Section conique : Rendre conique le tonneau près de la section de la trémie.
Les rainures longitudinales dans la tête de la machine ne peuvent être usinées que sur la section où le matériau est encore solide ou commence à peine à fondre. La longueur des rainures est généralement de 3 à 5 fois le diamètre (D). Les principales données relatives à l'usinage des rainures longitudinales dans les cylindres d'extrudeuse courants sont indiquées dans le tableau ci-dessous.
La longueur du cône de la paroi interne du cylindre est généralement de 3 à 5 fois le diamètre (D). La taille du cône dépend de la taille des particules du matériau et du diamètre de la vis ; le cône diminue à mesure que le diamètre de la vis augmente.
Forme et position de l'orifice d'alimentation :
La forme et la position de l'orifice d'alimentation sur le cylindre ont un impact significatif sur les performances d'alimentation. L'orifice d'alimentation doit permettre à la matière de pénétrer efficacement et librement dans le tonneau sans provoquer de pontage. Il doit également faciliter l'installation du système de refroidissement. La forme de l'orifice d'alimentation peut être ronde, carrée ou rectangulaire, la forme rectangulaire étant la plus courante dans les extrudeuses.