Ствол и шнек составляют экструзионную систему, работающую в условиях высокой температуры, высокого давления, трения при большой нагрузке и определенных условиях коррозии. При этом ствол также выполняет функцию передачи тепла материалу или отвода тепла от материала.
Структура бочки:
Конструкция ствола может быть как цельной, так и собранной:
- Интегральный ствол: Цельный ствол изготовлен из одной заготовки. Такая конструкция обеспечивает высокую точность изготовления и сборки, способствует равномерному нагреву и упрощает монтаж и демонтаж системы нагрева и охлаждения.
- Ствол в собранном виде: Сборная бочка обычно состоит из нескольких сегментов. По сравнению с цельной бочкой, она проще в обработке и может быть настроена в соответствии с различными требованиями к использованию и типам продукции. Однако такая конструкция требует более высокой точности обработки. В сборных бочках часто используются фланцы и болты для соединения сегментов, что нарушает равномерность нагрева, увеличивает теплопотери и усложняет настройку и обслуживание системы нагрева и охлаждения.
Материалы ствола:
Материалом для ствола обычно служат легированные стали, такие как 30Cr и 38CrMoAl. В качестве основного материала также может использоваться углеродистая или литая сталь, а для повышения износостойкости внутрь вставляется вкладыш из легированной стали.
Формы подающей части ствола:
В обычных экструдерах обычно используются следующие два метода повышения производительности транспортировки твердых материалов:
- Продольные канавки: Обработка продольных канавок на внутренней стенке подающей части ствола.
- Коническая секция: Сделайте ствол в районе бункера коническим.
Продольные канавки в головке машины могут быть обработаны только на участке, где материал еще твердый или только начинает плавиться. Длина канавок обычно в 3~5 раз превышает диаметр (D). Основные данные для обработки продольных канавок в обычных стволах экструдеров приведены в таблице ниже.
Длина конуса внутренней стенки ствола обычно в 3~5 раз больше диаметра (D). Размер конуса зависит от размера частиц материала и диаметра шнека; конус уменьшается по мере увеличения диаметра шнека.
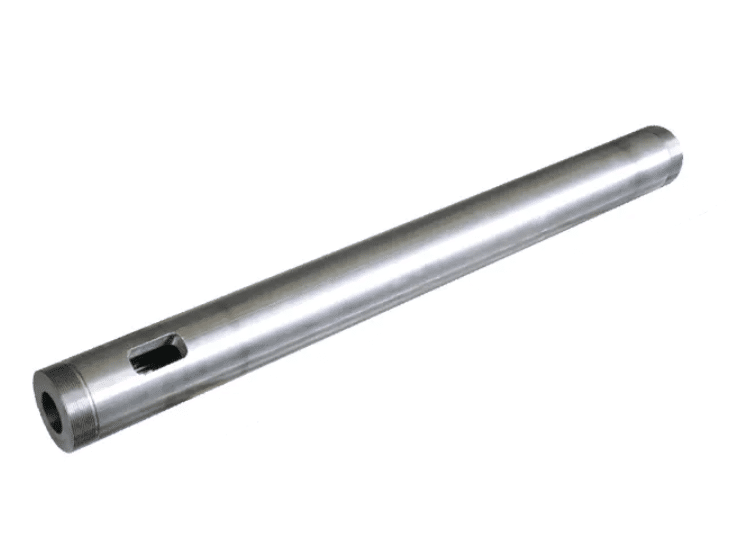
Форма и расположение загрузочного отверстия:
Форма и расположение загрузочного отверстия на стволе существенно влияют на производительность подачи. Загрузочное отверстие должно обеспечивать эффективный и свободный ввод материала в ствол, не вызывая образования мостиков. Оно также должно облегчать настройку системы охлаждения. Форма загрузочного отверстия может быть круглой, квадратной или прямоугольной, причем прямоугольная форма является наиболее распространенной в экструдерах.